Subject: Crossfire Throttle Body Restoration
Revision 02 – 05/19/08 Added alternate tool source.
Changed to ½” long bushings. Added language specific to drill press use. Added
notes and clarifications based on feedback.
Revision 03 – 05/20/08 Added detailed generic machining
procedures (in green) in response to requests from readers.
Revision 04 – 06/16/08 Change tool spec for uniformity. Added
screw size.
Revision 05 – 06/16/08 Added links to other
tech articles.
Revision 06 - 07/225/08 Added links to and updated article decsriptions
Installation of
REAMED Shaft bushings instead of standard Carb bushings for perfect fit and
alignment
Difficulty level:
Moderate
Special Machines
required: drill press (or mill) with vice or angle plate.
© 2008 Steve
Simpson – www.theCUBEstudio.com - steve@thecubestudio.com
IMPOTANT
NOTE:
These tech articles go thru periodic revisions to add or update info. The link
does not change, so check back before you use the instructions to be sure you
are using the latest version.
**
I want to add my thanks for the excellent feedback I have gotten. There’s no
point in doing this if I’m not providing the info people want, so the
contributions from readers are all valuable. **
Note:
use the browser back button after viewing links in this document. Adobe
.PDF versions of these articles (that can be printed including the pictures)
will be available soon
This is the fourth in a
series of tech HOW-TO articles on maintaining and improving the crossfire
injection system
Articles released so
far:
Crossfire Throttle Body Rebuild including
Installation Shaft bushings Difficulty
Level: EASY – Special machines required: NONE
http://www.thecubestudio.com/CrossfireThrottleBodyRestoration.htm
A special follow-on
article by request is here:
http://www.thecubestudio.com/CrossfireTechFixingFailedAttemptToRepairBrokenOffScrews.htm
Building your own
water manometer for $6 in materials from any hardware store. Difficulty level: EASY – Special machines required:
NONE
http://www.thecubestudio.com/CrossfireHomeBuiltManometer.htm
Correctly and
accurately balancing the Throttle bodies. Difficulty level: EASY – Special machines required:
Water Manometer, air passage plugs (home made)
Above operation IF balance screw if
still welded. Difficulty level: Moderate – Special machines required: Rotary
cut-off tool or hacksaw
http://www.thecubestudio.com/CrossfireThrottleBodyBalancing.htm
Straightening bent
shafts and arms. Difficulty level: EASY – Special
machines required: bench Vice.
Above operation IF arms are loose on
shafts. Difficulty level: Moderate – Special machines required: Brazing torch.
http://www.thecubestudio.com/CrossfireThrottleBodyStraigteningBentThrottleShaftArms.htm
Follow on articles will cover:
Adding sealed
stainless ball bearings to the TB shafts instead of simple bushings. (best)
Difficulty level: Advanced – Special machines required – Lathe
Note: After some thought
and discussion, I have concluded that this is NOT a do-it-yourself project and this article may not be released.
Feel free to comment on that.
Rebuilding the
injector POD. Difficulty level: EASY – Special
Machines required: NONE
This will be the next
article released and the article now contains some optional special performance
modifications which will require machining.
Standard rebuild is still EASY no special tools.
Porting the crossfire
manifold. Difficulty level:
Advanced – Special Machines required: Die Grinder (not a Dremel tool),
Non-ferrous carbide cutters, Sawzall
or rotary cut-off tool,
Milling machine. Metal forming skills.
One additional article
specific to the 1982 Collector Edition Rear Glass Hatch is here:
http://www.thecubestudio.com/CollectorEditionHatchHingeInstallationInstructions.htm..
Installation of
REAMED Shaft bushings instead of standard Carb bushings for perfect fit and
alignment
First,
some background on the common problems with the throttle bodies on Crossfire.
There
has been a lot of confusion in the community about why throttle bodies need to
have bushings installed on the shafts. The standard GM Crossfire throttle
bodies are actually 4 cyl models (the only TBs GM had at the time) and have no
bushings or bearings on the shafts the way many new cars do today. The steel
shaft merely twists back and forth in a drilled hole in the soft zinc alloy die casting. The resulting
wear together with wear in the linkage itself causes the two throttle bodies to
be out of synchronization with each other. It is very important that the two
TBs are open the same amount and that they open together. Worn shafts and
linkage cause the rear throttle body to open ahead of the front causing a very
noticeable stumble. When the throttle is released, the two throttle bodies do
not always come back to the same resting place so the idle can be good one time
and then bad the next and then good again. This erratic behavior makes problems very difficult to
correctly diagnose by persons not experience with this system.
TIP: It is wise to
do the throttle body balancing with a water manometer (covered in separate
documents) before you decide you need to add bushings. Once balanced, the water
manometer will tell you the condition of your TB bases and you may be surprised
to discover that they are fine and only the linkage wear, which you will have
adjusted for, was the culprit.
A
discussion of the problem with using carb bushings on a crossfire throttle
body.
Shafts
need a few thousandths clearance to rotate and not bind up. Easy enough to
understand, and too much clearance is going to cause some problems as described
above. Carburetor bushings as typically used by carb shops and other companies
doing bushing service are exactly that, CARB bushings. Carburetor shafts are
.375” in diameter. The bushings for them typically are .378” in diameter
providing the correct clearance. Here is the carb bushing kit from Jet for a
typical Holley carb. This is typical of what a carb shop or throttle body
rebushing service would use to do crossfire throttle bodies. You can see that
the bushings are indeed .378” in diameter.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BushingKitWithMeasurementWEB.jpg
GM
did something interesting with the old 4 cylinder engine TBs that are used for
the crossfire system, they took the clearance out of the shaft instead of the
hole. Crossfire shafts are .371” in diameter and the hole measured .375” when
it left GM. One can speculate all day on why this is. My theory is that is was
tooling cost, but really it is a moot point. The shafts are what they are and
we have to deal with it.
http://www.thecubestudio.com/pictures/CF_TBrefurb/Shaft371WEB.jpg
Shaft
wear is typically only a few thousandths of an inch and it is not around the
entire shaft, just the part that had the pressure on it. The soft zinc alloy
casting wears much more than the shaft, but again only in the area of contact
pressure. You will see this clearly when you take apart your TBs and see only
half of the shaft is worn. There is an often repeated notion that worn shafts
are a problem because they cause vacuum leaks, and that is what causes the
erratic idle and stumbling common in the Crossfire system.
Lets
look objectively at this theory by running some actual numbers.
First
we note that the crossfire shafts were never sealed in the first place. They
all left GM with no shaft seals of any kind, so the shaft clearance built in by
GM is, in effect, a ‘factory leak.’ The difference in the area of a new shaft
(.1081 sq in) vs. the hole (.1104)
is .0023 sq in.
So
twenty years later? Assuming a .005 wear over half of the hole, we get an
additional .0015 sq in of open area added to the ‘factory leak’. Total ‘leak’
area = .0038 sq in.
Now
lets take that same worn shaft and put carb bushings on it. Now we have a nice
round hole again, and the shaft rotates smoothly again, but we also have a
.378” dia carb bushing (area .1122 sq in) on a worn .369” dia shaft (area .1069
sq in). That’s .0053 sq in of
‘leak’. So your brand new rebushing job resulted in a worse ‘leak’ than you
started with and over twice what it left the factory with.
The
exact numbers can be argued and bandied about endlessly but the fact remains
that carb bushings are not the proper size for a crossfire shaft. And claims
that carb bushings cure a ‘shaft leak’ are not credible.
So
how do we fix this? Do we even NEED to fix this?
NO,
you do not. New carb bushings allow the shaft to rotate smoothly and will
restore enough of the linkage accuracy for the TBs to perform acceptably.
However,
for those who want a better job, better idle, better off-idle behavior, better
throttle response or just a more advanced and interesting procedure to follow,
there is an easy solution that has been around since the Model T. You simply
put in undersized bushings and then ream them to the exact size you want. In
the case of the Crossfire Throttle body, we want a .373” hole for our worn
shaft to live in.
It
will still, of course, ‘leak’. But we have determined that this is not actually
a problem. Certainly GM engineers did not consider it to be one. If however,
you do want go that extra mile, the only way to stop the normal shaft ‘leak’ is
by installing a separate seal of some kind. My preference is the double seals
on the stainless steel ball bearings that I install instead of bushings, but
that’s another article.
With
the exception of the reaming step, all instructions that pertain to using a
standard off-the-shelf bushing apply to this procedure, so there is a lot of
repetition if you have already read the other tech. article. If you are
impatient, you can peek at the tools you need to buy and then skip down to ‘THE
REAMING STEP’ following step nine.
This
instruction assumes you have the throttle bodies removed from the car. Every
Crossfire owner should have a factory service manual. They are available form
Corvette parts retailers and also from the OEM publisher www.HELM.com
To work on the throttle
bodies, you will need a couple of Torx® screwdrivers. These are common today and available at any parts store
or hardware store. Torx®
sizes are
designated by a number which has no direct relation to any measurement on the
bit . . as do nut drivers or wrenches for example. You will need Torx® T10, T15, and T20. Try to buy a brand name tool. El
Cheapo Torx® tools will simply twist or
wring off . . sometimes damaging
the screw in the process.
Typically a carb shop will
charge about $65, maybe $70 to put standard carb bushings in a pair of throttle
bodies plus another $20 to $30 for
shipping both ways and the waiting time.
You can do it for under $50 in parts and tools (for REAMED bushings) and
it takes only about an hour and a half. And at the end you still have some nice
tools that come in handy for other jobs. Feel free to find an alternate source
for these items, I am including a well know source for your reference and
convenience. You can also buy your Torx® screwdrivers here and save on shipping.
You
need these part numbers available from :
08840324
- 1/2 “ counter bore
‘aircraft’ type with ¼” shank and interchangeable pilot
08902249
– 3/8 ” pilot for above
06453419 - Bushings 5/16”
ID x ½” OD x 1/2" long
02566370
– Chucking reamer .373”
Alternate
source:
3102A19
– 1/2 “ counter bore ‘aircraft’ type with ¼” shank and
interchangeable pilot
3103A22
- 3/8” pilot for above
6391K405
– Bushings 5/16”” ID x ½” OD x 1/2” long
3002A29 – Chucking reamer .373
Note
that these are premium industrial quality pre-lubricated oilite bearings. Much
better than the typical paper thin brass bushings used by service shops.
NOTE: I have been
getting feedback asking is all of these new tools are really necessary and also
asking for a more detailed explanation of the general procedures (with lots of
photos) used in the machining involved in this project. For those familiar with
these types of procedures, skip down to BEGIN at the end of the green text and start there. Please do NOT try to do this project
based only on the green text, which is intended to be somewhat generic. Go thru
the steps.
In response to the feedback mentioned above, first let me say that if you have a
drill press and a decent method of holding the TB casting, then NO, a piloted
cutter is not needed.
Second, NO you can’t use a ½” drill bit and
expect the same result as a counterbore or a reamer, but I will try to use as
much non-fancy stuff as possible.
That being said, you may take a side trip
here to see how to do a fine job with a drill press and only these two
inexpensive imported reamers from MSCdirect
02310324 .500” reamer $13.21
02566370 .373” reamer $ 11.84
and no piloted counterbore.
This is general information about the
process, so for clarity, I am using a piece of scrap aluminum. Photos of the
throttle body are still shown in the body of this article.
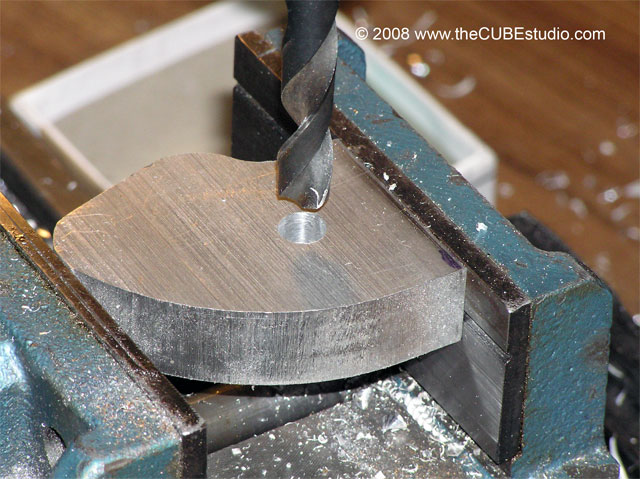
We begin with a 3/8” hole that we want to
turn into an exact ½” smooth sided hole. A reamer cannot remove a lot of
material, so the first thing we need to do is get the hole bigger. Using a
drill bit close to 7/16” should work:
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushDrillReadyWEB.jpg
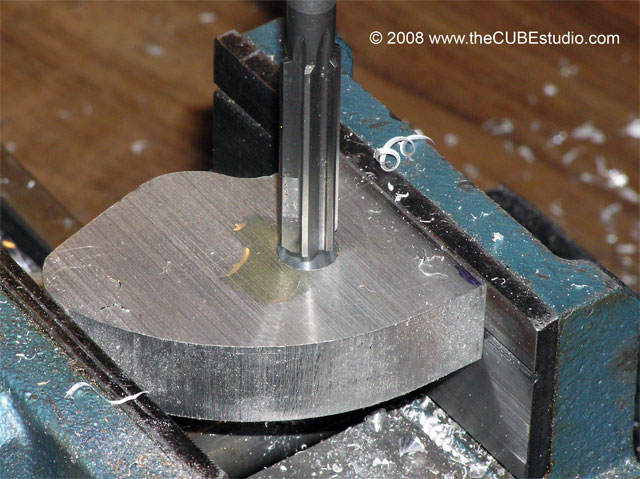
Get
the drill centered as exactly as you can and with your drill on it’s SLOWEST
speed and using the depth stop on your drill press, cut ½” deep into the 3/8”
hole. Be very deliberate on entry so that the drill bit does not chatter or
wander. In other words, this is not the time to be overly timid. It does not
matter one bit how ugly the hole is, just so it is centered.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushDrillWEB.jpg
OK. Now the hole is big enough for the
ream to remove the rest of the material. Reams are self centering so long as
you aren’t ridiculously off center, but if you are off center, the hole will
not be a precise size like we want. If you did not change your setup, then
you’re good to go.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushReamBodyReadyWEB.jpg
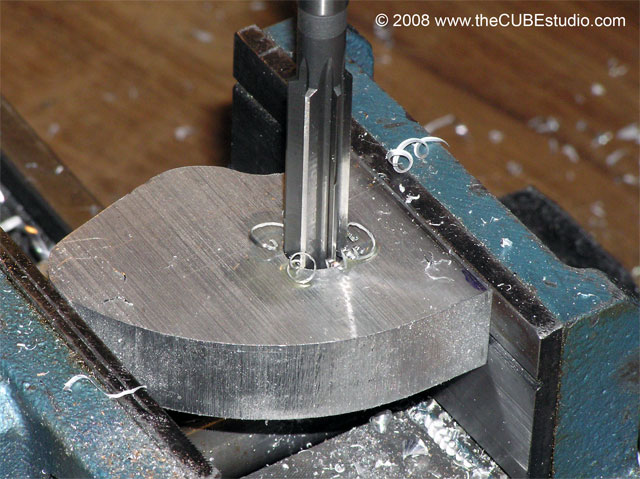
The
photo shows a solid block of 6061-T6 so there is some oil used so as not to
traumatize my reamer. For the actual throttle body, you do not need any
lubricant. You will probably not feel when the ream hits the bottom of your
carefully drilled 7/16” hole because the TB material is so soft, so USE THE
DEPTH STOP with the ream as well. Remember to RESET the depth stop because the
setting for the drill bit will not be the same. Again, slowest speed, gradual
feed, very deliberate motion. Bring the ream out somewhat slowly while it is
still turning forwards. Never run a reamer backwards.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushReamBodyCutWEB.jpg
We don’t want a sharp edge on the hole so
you MUST deburr the hole. You can use a countersink tool, a deburring tool as
shown, a much larger drill bit . .
turned by hand only, or even some sand paper on the end of your finger.
Here again, we don’t need fancy, we just want the sharp edges gone so it
doesn’t dig into the bushing when we press it in.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushDeburrWEB.jpg
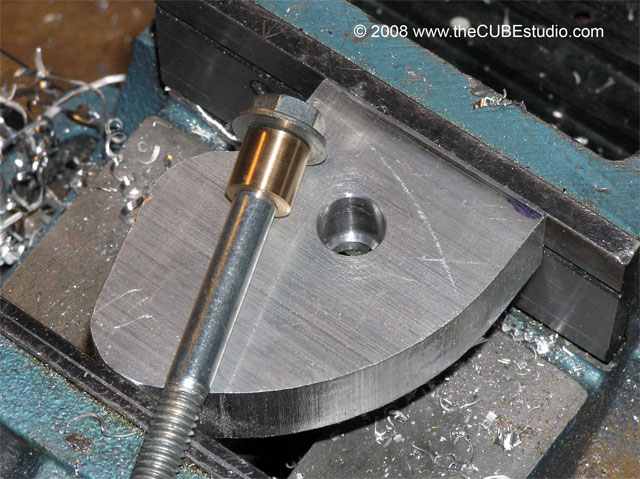
Next, since we used a reamer, which are
very precise, we can be certain that we have a press fit awaiting us. The
interference is only about .002 and the TB is very soft, so we are not talking
hydraulic press here. In keeping with the budget theme, a 3/8” bolt will do
nicely as an installation too. Best would be long enough to reach all the way
thru the TB so that you get the best alignment. Use a smooth shank regular old
hex head bolt, not a carriage bolt or other type that does not have a smooth
side and a flat area to push on the bushing. A washer is a nice luxury.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushOnBoltWEB.jpg
Arrange the setup like this and tap the
bushing right in. The washer will stop it at exactly the right spot and do no
damage to the bushing or the TB casting.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushTapInWEB.jpg
The result should look like this:
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushInstalledWEB.jpg
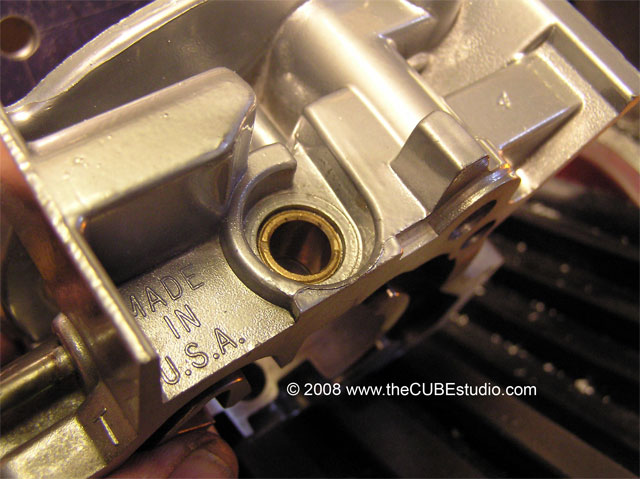
Here is a shot from the back to show that
out bushing is indeed centered in the original hole.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushBacksideWEB.jpg
To
do the actual throttle body, you are going to repeat all of the above steps on
the other side of the throttle body before reaming the bushings.
Chuck up the .373” reamer and make sure
you are lined up. Tapping away at the bolt may have jazzed up your setup, so
this is an important time to check things over.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushReamBushReadyWEB.jpg
Make the cut as you did before. Slow,
slow, slow and deliberate. This time ALL the way thru the throttle body reaming
BOTH bushings AND also trimming the original hole IF your bushings are not
precisely centered.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushReamBushCutWEB.jpg
You will have something that looks like
this. Clean up the dust and again deburr the sharp edges of the hole.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushReamBushDoneWEB.jpg
You mow have a perfectly sized and
perfectly aligned hole completely thru the throttle body. That concludes the
machining portion. Alll that remains is to custom fit your shafts back into the
restored throttle body. Since you have a nice precise fit, any bumps burrs or
bends in the shaft will cause binding. Start by smoothing off the end of the
shaft where there are almost always raised areas and burrs, and then focus on
the bearing surfaces, which will be the smallest diameter on the shaft. Make
sure the shaft is straight. Info on that in the article.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushShaftDoneWEB.jpg
And check the smoothness of operation
with the shaft in its actual final location. Remember that is where the shafts
are worn and we have compensated with the .002” smaller ream, so the shaft may
drag a bit until it reaches its actual operating location where the worn part
of the shafts are in the holes. It is impractical to turn the shafts back
straight and true, so we do the next best thing and custom fit them unto very
slightly tight holes by smoothing the shafts until we get a very smooth
operation with no play.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushDeburrShaftWEB.jpg
Note that your shafts will not have the
knurling. That is for ball bearing installation only.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushShaftDoneWEB.jpg
Take you time here and you will be
rewarded with a shaft fit that is all but indistinguishable from the factory
new TB, except that now it will stay that way. Note that in the photo, what
appears to be clearance is actually just the deburring on the bushing. The
motion is silky smooth with almost no play at all.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BudgetBushCompleteWEB.jpg
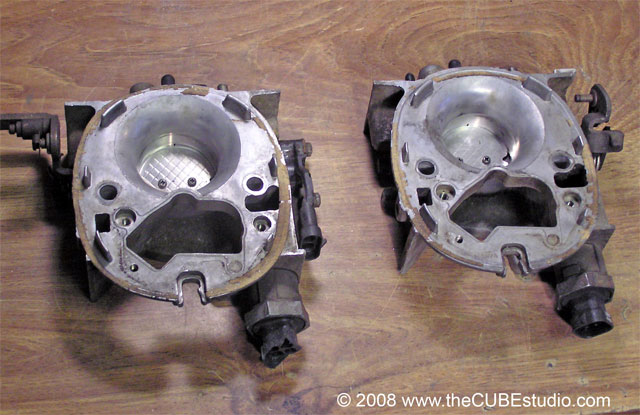
We
begin here with the TB bases on the bench. Pods have been removed. It is not
necessary to take the pods apart to remove them from the TB bases. Just remove
the fuel fittings and then the three screws holding the pod to the base. The
pod comes of easily in one piece.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BeginWithTwoTBWEB.jpg
Remove
the TPS (Throttle Position Sensor) form the side of the Rear TB
http://www.thecubestudio.com/pictures/CF_TBrefurb/RemoveTPSWEB.jpg
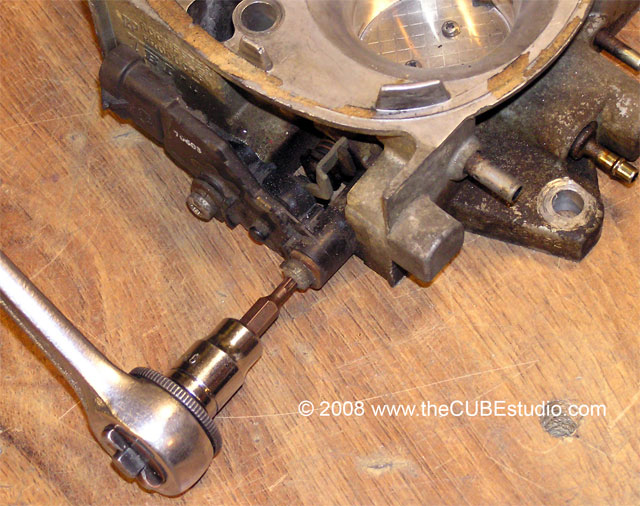
Remove the Torx® head screw holding the actuator arm on the end on
the shaft. This guy is often really tight.
http://www.thecubestudio.com/pictures/CF_TBrefurb/RemoveTPSleverRetainingScrewWEB.jpg
http://www.thecubestudio.com/pictures/CF_TBrefurb/RemovedTPSleverRetainingScrewWEB.jpg
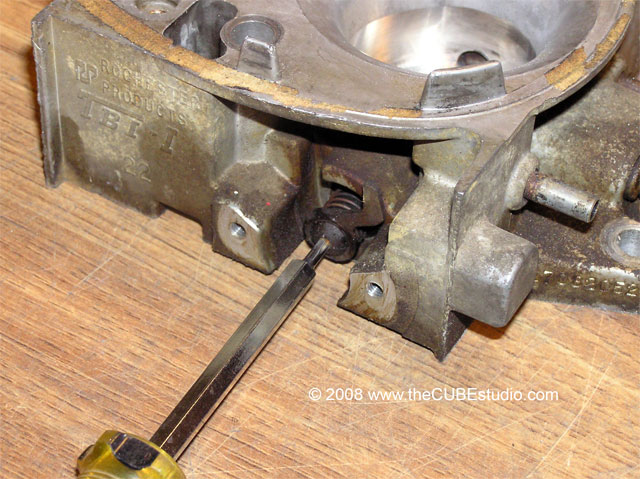
On
the front TB there is a plain old spring in this position that is retained
simply by a few smaller turns at the end of the spring that grab a groove in
the shaft. You need to sort of ‘unwind’ those out of the groove (tiny screw drivers
and an awl work well) and the spring is then free.
Get the IAC motors off. They
are treaded and not usually very tight. If you do not have wrenches sized for
working on battleships, just use an adjustable pliers like this:
http://www.thecubestudio.com/pictures/CF_TBrefurb/RemoveIACWEB.jpg
The
throttle plates are held to the shaft with small screws that have the ends
peened over by the factory as a safety measure. That needs to be ground or
filed off before the screws will come out. You may hear of a TRICK where
the screw is simply TIGHTENED until the head breaks off and then you can remove
the threaded part from the bottom. This works on some carbs some of the time.
Try it at your own risk . . and have new M2.5 screws ready.
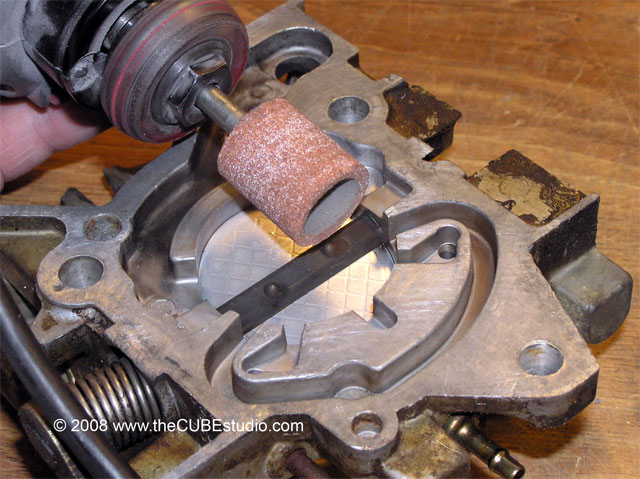
Carefully
grind off the ends as shown:
http://www.thecubestudio.com/pictures/CF_TBrefurb/GrindOffPeenWEB.jpg
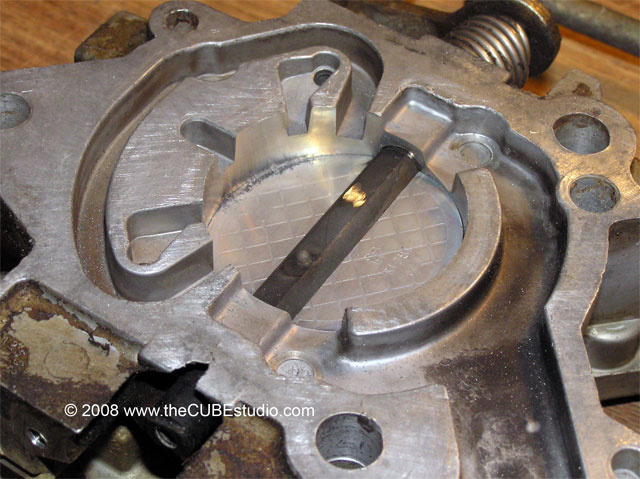
Just
flush with the shaft is plenty:
http://www.thecubestudio.com/pictures/CF_TBrefurb/GroundOffPeenWEB.jpg
You
can also fully open the throttle shaft and carefully file off the end, but it
is easier and faster with a Dremel or larger tool.
Mark the throttle plates
with a sharpie as to orientation. For example ‘this face down, front TB’, and
an arrow toward the vacuum ports. You will want to get the plate back in the
same position.
Once
the peened ends are removed, the screws will come out:
http://www.thecubestudio.com/pictures/CF_TBrefurb/RemovePlateScrewsWEB.jpg
TIP: If you
end up breaking off the screws in the shaft because you did not get the ends
ground off enough or if you decided to try the TRICK in step Four and the
broken ends did not just screw out easy . . . then you have a new problem to
deal with. The solution is here:
http://www.thecubestudio.com/CrossfireTechFixingFailedAttemptToRepairBrokenOffScrews.htm
The plate is easy to get out
if you open the throttle and pull the plate out the bottom.
With the throttle plates
off, the shafts will pull completely out of the TB. Keep the return springs
with the TB they came form. They are different.
OPTIONAL
STEP
You
can reuse the throttle plate screws, use new screws of the same size (M2.5) ,
or re-tap for larger screws. You can run a 6-32 tap right into the existing
holes and make new larger threads. Try to keep the tap straight and note that
the metal is very soft, so again use an easy touch:
http://www.thecubestudio.com/pictures/CF_TBrefurb/ShaftReTapWEB.jpg
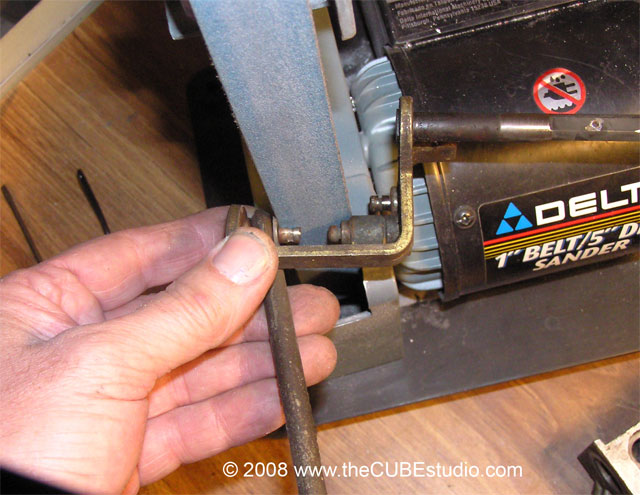
While not necessary to simply
do bushings, you may remove the crimped-on retainer that holds the link rod to
the rear TB linkage arm. Sometimes an inexperienced mechanic has bent up the
linkage arms as a method of balancing the TBs. If that has been done to yours,
it is a lot easier to straighten the arm with the link off. Crossfire will NOT work well if the
arms are bent. It may look
intimidating, but all it takes is some careful grinding, I like to use a little
belt sander like this:
http://www.thecubestudio.com/pictures/CF_TBrefurb/GrindSideCrimpWEB.jpg
Try to only grind the crimp
and not the stud. Once you have one side of the crimp ground away, it will have
lost it’s death grip on the stud and you can rotate it around 180 degrees with
a pliers and then grind the other side. Eventually it gives up. You may need a
jeweler’s file to remove some deformation on the stud before the link will come
off. Here is what you end up with:
http://www.thecubestudio.com/pictures/CF_TBrefurb/LinkageDisassembledWEB.jpg
Remember that this step is
optional for doing a simple bushing job. If you want to do ball bearings, then
the shafts need some attention that cannot be done with the link hanging on
there. Ball bearing installation is covered in separate instructions. All you
need to replace the crimp is a 3/16” set screw collar available at any good
hardware store in their nuts and bolts section.
Now is a good time to soak
the TB base in carb cleaner and the shafts in rust remover. If you have access
to a blaster or decide to take the castings out to a commercial blaster, make
SURE there is a cap on the balance port connector (the middle vac port) and
that there is strong tape covering the balance port in the throat just above
the throttle plate. There is a chamber in there that often has some varnish in
it and it will collect blast media and make a dandy plug that can be very hard
if not impossible to remove.
Once you have the casting
and shafts cleaned up, you can coat them with this product to keep them looking
nice:
http://www.eastwoodco.com/jump.jsp?itemID=619&itemType=PRODUCT
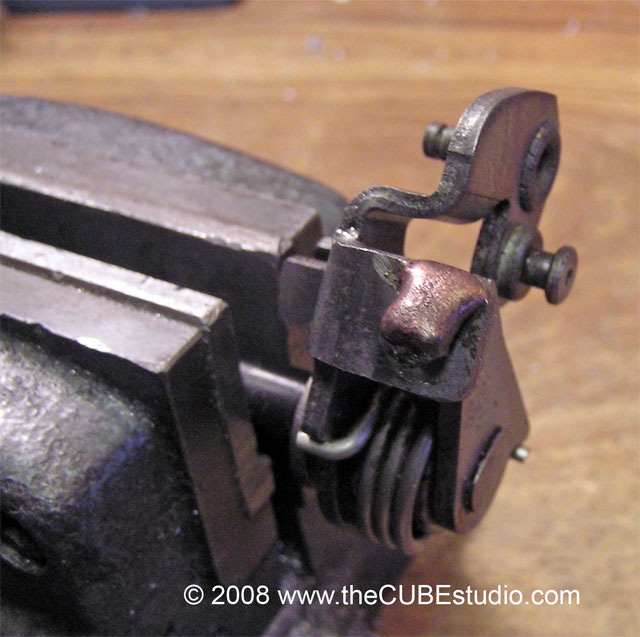
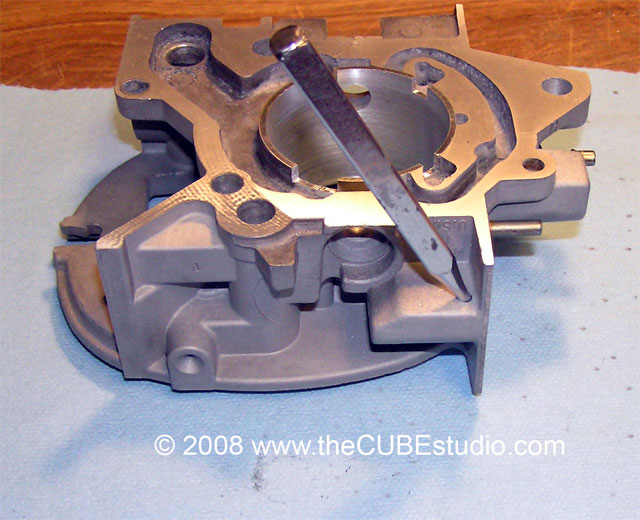
From the factory, the
balance screw is welded/brazed as a means of preventing tampering. There may or
may not be a ‘collar’ around the balance screw.
http://www.thecubestudio.com/pictures/CF_TBrefurb/LinkageWeldWEB.jpg
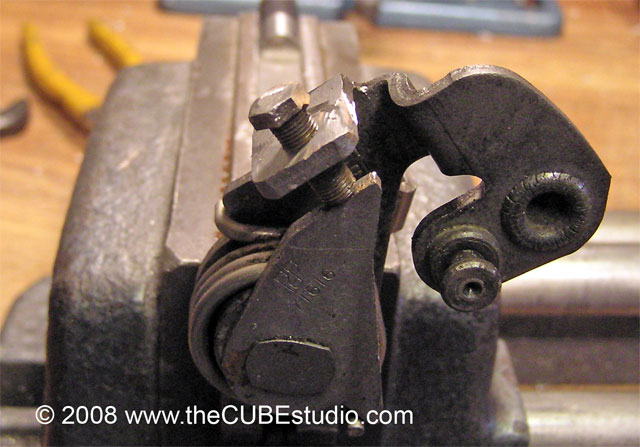
You will need to remove this
weld in order to balance the TBs. Now is the time. An abrasive cut off wheel
makes short work of the weld. A hacksaw can also do the job. In any event, once
you have the weld removed, if there is a collar on the screw, you can just turn the collar to balance, or you can
take the screw all the way out, remove the collar and put the screw back in. If
you do that, be aware that the screw will not be sitting where it needs to be
and you will have to fiddle around with the linkage arms to get it back where
it belongs. In the end, you want something like this:
http://www.thecubestudio.com/pictures/CF_TBrefurb/LinkageWeldBrokenWEB.jpg
Take note of how the screw
bears upon the arm below. The part that the screw threads thru and the part
that it pushes against are two different arms. Turning the screw changes
the relationship between the front and rear TB throttle shafts . . that’s how
it is balanced. Do not even think
about trying to get a new screw.
It is a very, very fine
pitch for its size and you will not find one. If the screw gets jazzed
up somehow, figure on re-tapping for a different screw.
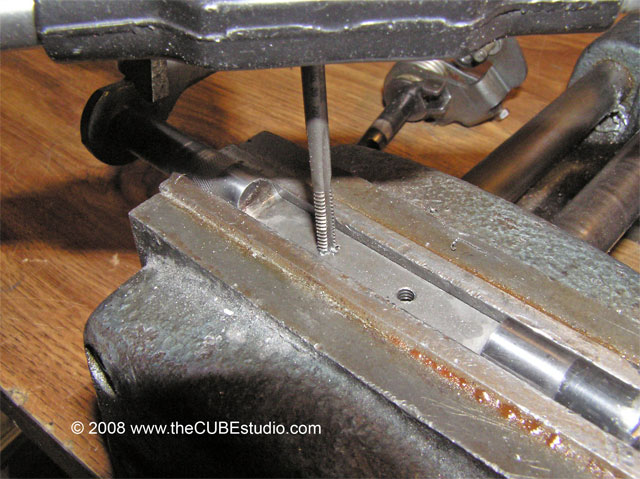
Removing the anti tamper
caps covering the idle stop screws has been described to me as one of the
‘scary’ parts of TB rebuilding because you have to drill into the throttle
body. Well, it is very easy to do and you don’t need to worry about ‘ruining’
the TB. There are no fuel or air passages anywhere near where you will be
drilling. The very worst you will do is make a sloppy hole or one that’s bigger
then you needed, and you have the TBs off the car, so you can drill from the
bottom so no-one will ever see it.
Since drilling into the
TB has been described to me as a
scary affair, I am going to spend some time and provide lots of pictures on
this step.
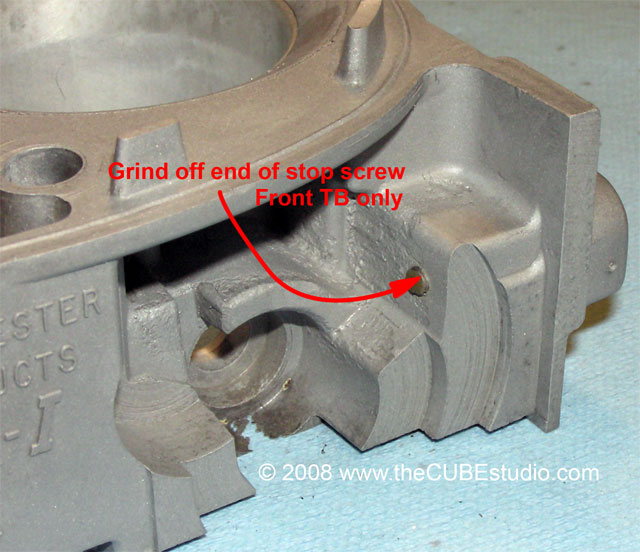
If you have ‘anti tamper’
caps covering the idle stop adjustments, you will need to remove at least the
one on the rear TB. The front TB also has an idle stop screw but it is not used
and in fact should not be touching the linkage once everything is back
together. To guarantee that, you can punch out the anti-tamper cap and remove
the screw all together. You may need it anyway to replace a jazzed up screw on
the Rear TB. You can also leave the front TB cap in place (it looks nicer that
way) and lightly grind off the tip of the screw protruding from the casting.
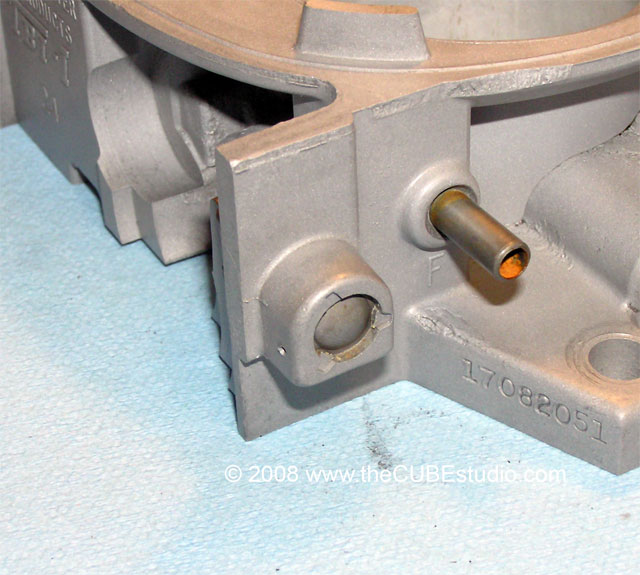
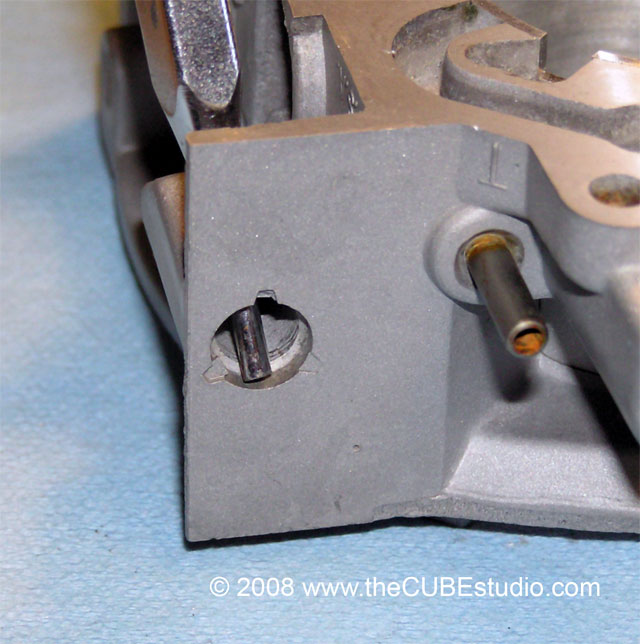
This is what the Anti Tamper
Caps look like from the factory . . note the three stakes are all that hold it
in:
http://www.thecubestudio.com/pictures/CF_TBrefurb/ATcapUnmolestedWEB.jpg
You can choose to leave the
cap in the front TB and just grind off the protruding tip to be sure it does
not interfere with balancing later:
http://www.thecubestudio.com/pictures/CF_TBrefurb/ATcapGrindScrewTipWEB.jpg
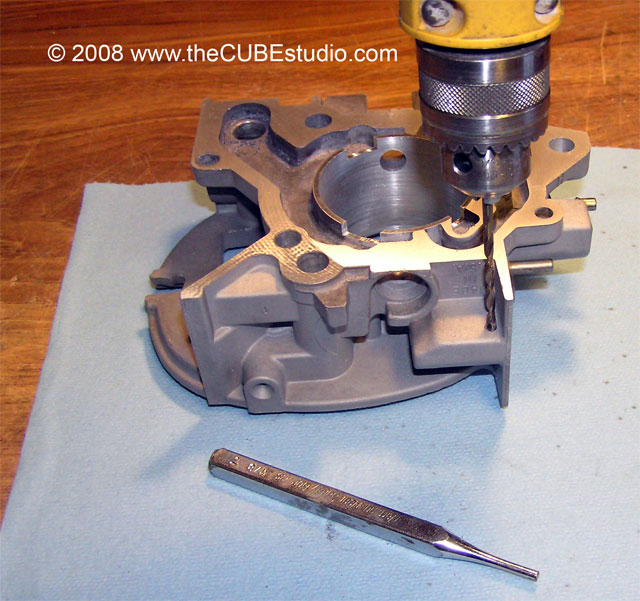
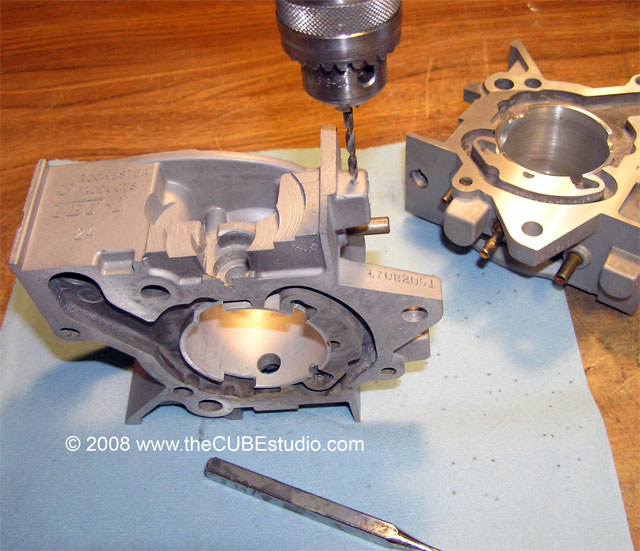
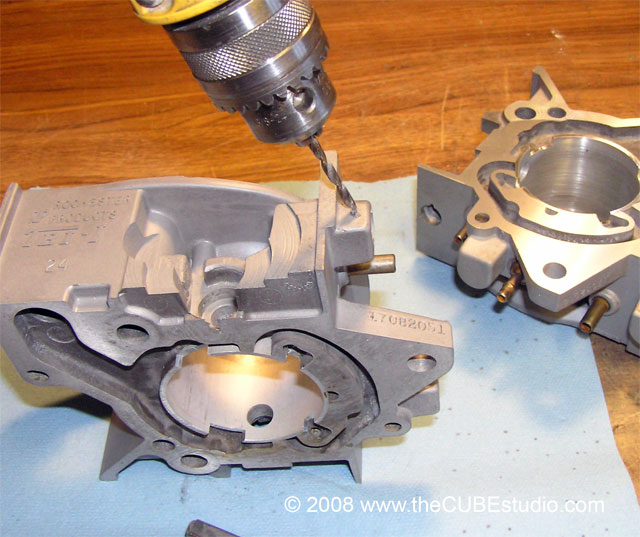
To get the anti tamper caps
out, turn the TB upside down on your bench and drill a small hole down diagonally
that ends at the back of the cap. Start the drill about ¼” back from the cap. Don’t go back
farther because there is still a stop screw in there and we want to miss the
head of that screw so we need to stay pretty close to the end. If you do nick
the head of the screw, it’s no big deal. The screw head is soft and it will
still work fine with a little bite out of it.
http://www.thecubestudio.com/pictures/CF_TBrefurb/ATcapDrillStartRearWEB.jpg
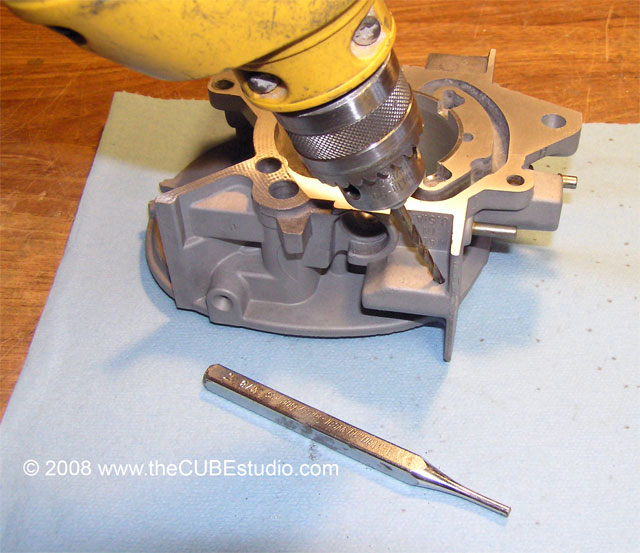
Drill straight down until
the drill bit has gone a tiny bit into the soft metal. Then while continuing to
drill, angle the drill backward so that the drill bit is heading diagonally down
and toward the back of the cap.
http://www.thecubestudio.com/pictures/CF_TBrefurb/ATcapDrillEndRearWEB.jpg
Make the hole slightly
larger than your smallest pin punch. If you do not have a pin punch, you can
use a jeweler’s Philips screwdriver or even a 12 penny nail to punch out the
cap once you have the hole drilled.
Put the punch tool into the
hole and tap the cap right out.
Don’t bother trying to drill thru the cap. It is hardened.
http://www.thecubestudio.com/pictures/CF_TBrefurb/ATcapPunchInPlaceWEB.jpg
The cap will pop right out
and you can see here where the punch was positioned to be effective:
http://www.thecubestudio.com/pictures/CF_TBrefurb/ATcapPunchThruWEB.jpg
This is what you will see
from the top after you are all done. No matter how nasty the hole looks, only
you will know.
http://www.thecubestudio.com/pictures/CF_TBrefurb/ATcapNoHoleOnTopWEB.jpg
If you choose to or need to
remove the cap form the front TB, you won’t be able to go in from the bottom,
but you can go from the side. Start like this:
http://www.thecubestudio.com/pictures/CF_TBrefurb/ATcapDrillStartFrontWEB.jpg
End like this:
http://www.thecubestudio.com/pictures/CF_TBrefurb/ATcapDrillEndFrontWEB.jpg
The original stop screw has a Torx® head. If you just removed
the anti-tamper plug, then likely the head is in good shape and you just need
this short arm Torx® key to turn it.
http://www1.mscdirect.com/CGI/NNSRIT?PMAKA=75472209
If the anti-tamper cap had
been taking out sometime in the past, likely as not someone has tried to use a
Phillips head screw driver to turn the screw and totally jazzed up the head.
In that case, you have two options.
Use the screw from the front TB (it is not needed or used), or go to you local
hardware store and get a 4mm x 25mm cap screw . . stainless is nice. Get the
3mm key to go with it and ditch the jazzed up original screw.
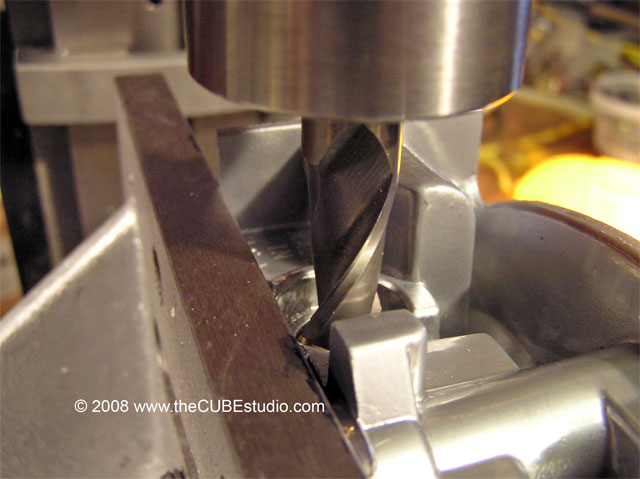
Time to make shavings. The
photo shows a milling machine with a ½” end mill making the cut to receive the
bushing. The only difference is that the mill does not need a pilot on the
cutter.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BushingMachinePocketWEB.jpg
Put the pilot in the
cutter! That will guarantee that you
make a straight concentric cut. Move the cutter into position with the pilot in
the TB shaft hole and the cutter blades touching the TB. Now set the drill
press depth stop to cut ½” deep. Using the drills lowest speed, run the cutter
in. You can cut with no oil and the material is VERY soft and cuts very easily.
Use a slow feed.
Do NOT cut all the way thru
the shaft hole into the throat of the Throttle body. You must make a separate
cut for each bushing, 1/2” deep on each side, starting from the outside of the
throttle body.
Push
the new bushings into the new holes you just made. They should be snug. If they
are tight, do not hammer on the bushing itself. Use any 3/8” bolt that is long
enough to span the TB and slip the bushing onto the bolt. Then slip the bolt
into the throttle body where the shaft would be and tap on the head of the bolt
to seat the bushing. Using this method, the bushing will be forced to stay
aligned and not get cocked sideways as you tap it into the hole. Presto! DONE.
The
bushing may be loose in the new pocket you cut if the original shaft hole was
badly worn (cutter pilot can wander by that much) or if the particular cutter
you have is on the high side of
tolerance. It the bushings are loose in the hole, no problemo, just put some JB
Weld epoxy (available at auto supply or hardware stores . . both are gasoline resistant) on the
outside of the bushing and slip in back in. Wait for it to cure before messing
with it.
THE REAMING STEP
After
you have both bushings pressed into the throttle body it is time to ream them
out. Unlike the cut for the
bushing itself, you are going to run this ream completely thru both sides of
the throttle body and ream both bushings from one side. It should not be hard
to imagine that this creates a perfectly sized, perfectly straight and aligned
holes for the shaft to ride in, and has the correct factory clearances
restored.
The
only thing tricky here is holding on to the throttle body while you run the
ream thru. There are lots of ways to skin this cat.
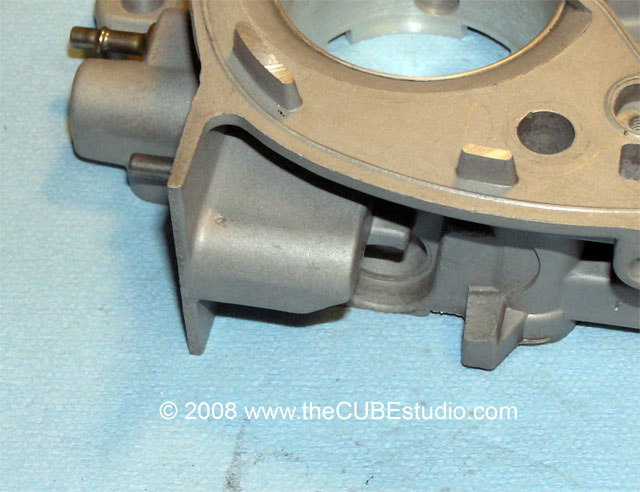
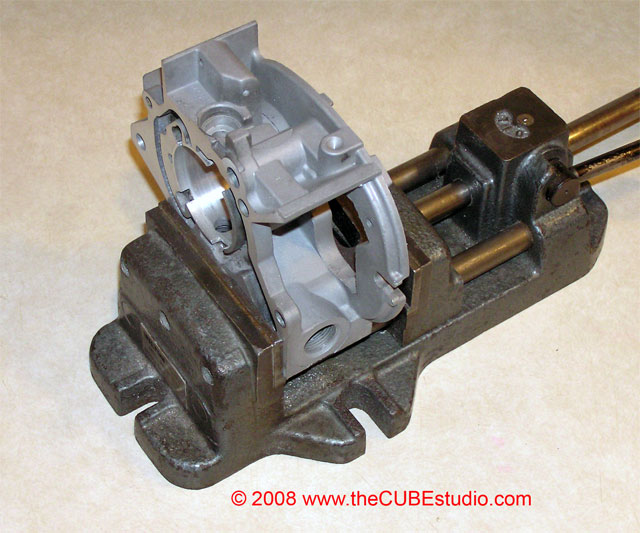
To
grab the TB with a vice, place the gasket base against the non moving jaw and
place a drill bit or other spacer on the top surface of the TB casting.
http://www.thecubestudio.com/pictures/CF_TBrefurb/ViseJawSideWEB.jpg
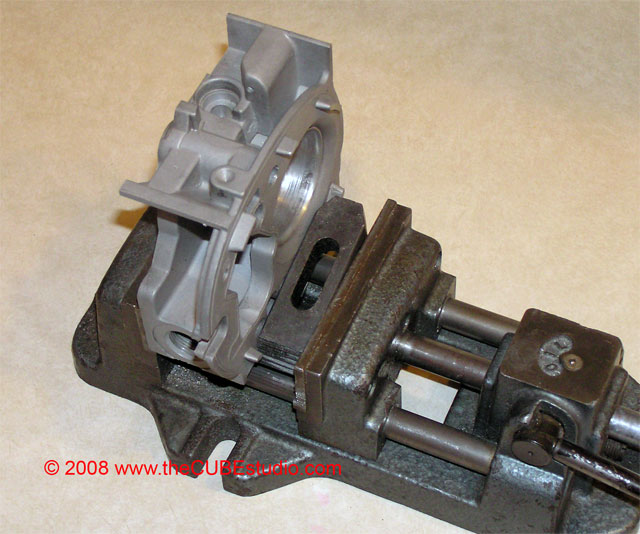
Clamp
against the spacer so that you are squeezing against the TB casting top and not the little air cleaner locator
ears sticking above the TB top surface.
http://www.thecubestudio.com/pictures/CF_TBrefurb/ViseSpacerSideWEB.jpg
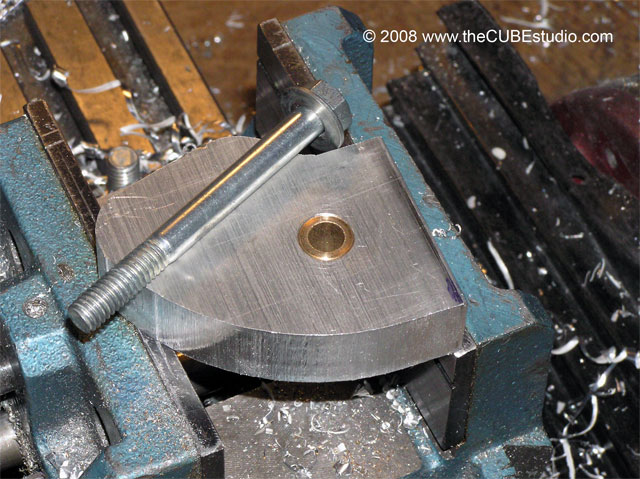
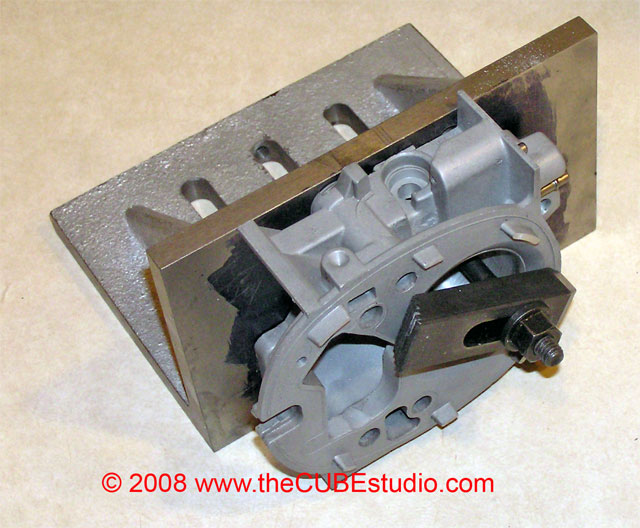
You
can clamp the TB to an angle plate if you have one. Here is a special fixture
that I made up because I do a lot of work with Throttle bodies.
http://www.thecubestudio.com/pictures/CF_TBrefurb/HoldingFixtureWEB.jpg
TB
is held like this:
http://www.thecubestudio.com/pictures/CF_TBrefurb/HoldingFixtureWithTBWEB.jpg
However,
you can clamp anything that is solid and square to the drill press or mill
table and then clamp the TB to the side of that object. The point is, get the TB
held securely and aligned vertically with the ream.
[ADD PICTURE]
To
align the TB with the drill press, chuck a 3/8” diameter rod into the drill
press chuck and run it thru the throttle body where the shaft would be. Have
this in place when you clamp the TB and you will have the TB in alignment with
the drill press center. The rod can be a transfer punch, a 3/8” drill bit, or
even a 6” to 8” long bolt with the head cut off. You can get these at
Lowes/Home Depot for a dollar.
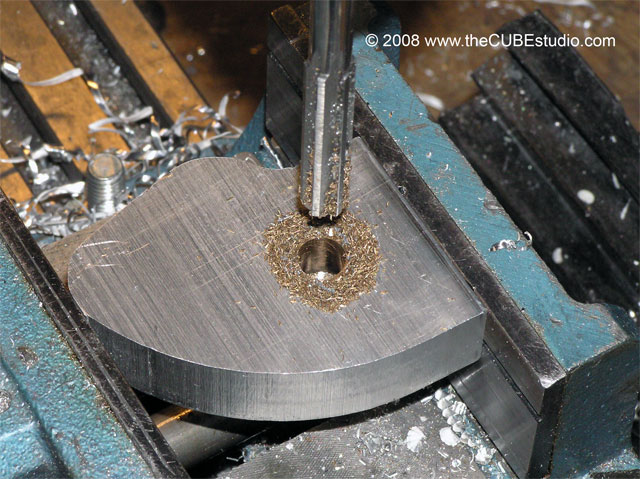
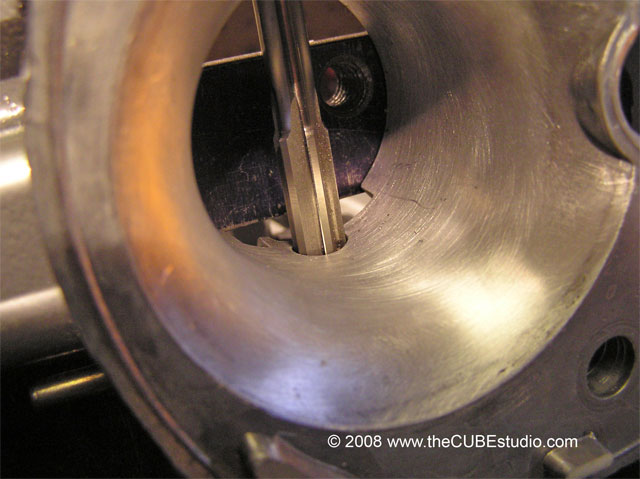
Without
moving your setup, remove the rod and chuck up the ream.
Now,
using your drills lowest speed with no oil slowly run the ream entirely thru both bushings.
http://www.thecubestudio.com/pictures/CF_TBrefurb/BushingReamInsideWEB.jpg
http://www.thecubestudio.com/pictures/CF_TBrefurb/BushingReamOutsideWEB.jpg
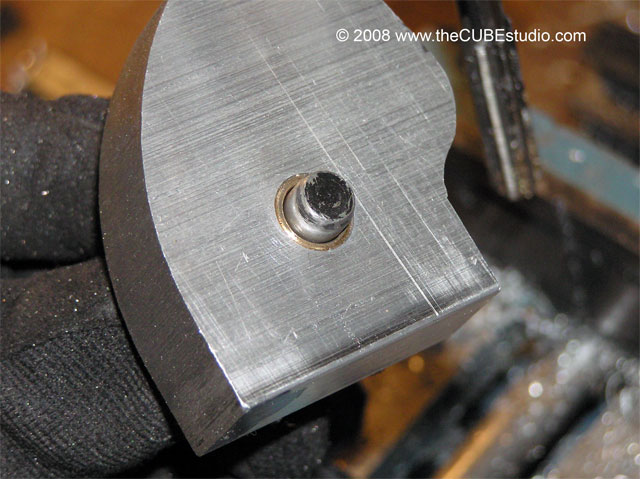
DONE!
http://www.thecubestudio.com/pictures/CF_TBrefurb/BushingAfterReamWEB.jpg
OPTIONAL
STEP
You
can reuse the throttle plate screws, use new screws of the same size (M2.5) ,
or re-tap for larger screws. You can run a 6-32 tap right into the existing
holes and make new larger threads. Try to keep the tap straight and note that
the metal is very soft, so again use an easy touch:
http://www.thecubestudio.com/pictures/CF_TBrefurb/ShaftReTapWEB.jpg
THE STRAIGTENING STEP
Because
your new bushings are now perfectly sized and aligned, they are going to be very
intolerant of bent shafts. Check the shafts for straightness with an accurate
straight edge. Do not be surprised if they are not perfectly straight. Take
your time and note where they go wrong and bend them back at that point.
Slide the shaft into vice jaws up to the point of the bend and hold the shaft
in the vice while you bend the shaft back straight. Again, take your time and
get this step right.
The
photo below should give you an idea of what you are looking for. Your shafts
will not have the knurled areas like the one in the photo. That is only for
ball bearing installation which is covered in a separate article.
http://www.thecubestudio.com/pictures/CF_TBrefurb/ShaftWithStraightedgeWEB.jpg
Note: this step only pertains the shaft itself. If the
arms are bent up, that is a different animal and you can learn about that here:
http://www.thecubestudio.com/CrossfireThrottleBodyStraigteningBentThrottleShaftArms.htm
STEP TEN
Check
the shafts at the wear points for sharp burs or ripples that stick up above the
surface. Smooth them with 400 grit paper being careful to remove as little
metal as possible. Slide the shafts back in, and check for free smooth
movement. If there is any binding, double check the straightness of the shaft
and if it is straight then take the sandpaper and smooth down the UNWORN side
of the shaft and refit it until you have a silky smooth precise fit.
Remember
to get the return springs on the correct shafts. A trick to getting the return
spring seated is to hook the end around the arm and then stretch the spring
slightly to get the ‘lever’ end of the spring into its slot. While holding that
lever end in its slot, rotate the shaft until it is in the correct position and
then slide it the rest of the way in. That may make no sense reading it, but
with the parts in front of you, it should be clear.
STEP ELEVEN
Put
the springs, and other stuff back on the end of the shafts. The spring (front
TB) with the couple of smaller coils can just be forced over the end of the
shaft with your fingernails.
STEP TWELVE
OK time
to pay attention. The throttle blades need to have a good fit in the throat.
Otherwise you will not get a good idle or off-idle behavior. Often they have
their own idea about where they want to end up. Get the throttle plate in
position and put the two screws in loosely. Now open and close the throttle several times. The throttle
plate should seek its own center . . . but it might not. With the throttle closed, hold it up
to a light and look thru the throat. The gap around the blade should be tiny and
as consistent as possible. Snug the screws slightly and re-check. Sometimes
tightening the screws will move the plate and you need to start over. Take your
time and get this part right.
Once you get them tightened,
you’re done! Use thread lock on the screws. I like to put a tiny drop of green
loctite on the end of the screws after they are tight. Green is designed to
‘wick’ into tiny cracks. It is somewhere between blue and red in holding power.
It is thin, so don’t squeeze the tube much you you’ll have a mess.
Congratulations, you just
saved 30 or 40 bucks, a couple weeks of down time and you know your TBs are
done right.
This document covers the
second method (reaming) of installing shaft bushings. There are two other
methods of installing bushings/bearings on the shafts.
1) Use standard bushings for a 3/8” shaft (acceptable)
2) Sealed stainless steel ball bearings. (best)
These methods, as well as
how to properly balance the TBs when you are done, will be covered in separate documents.
When you get it all back
together, it should look something like this:
http://www.thecubestudio.com/pictures/CF_TBrefurb/PippinFrontWEB.jpg
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}